Sustainable Manufacturing · Ceramics
A ceramic 3D printer that burns its own kiln.
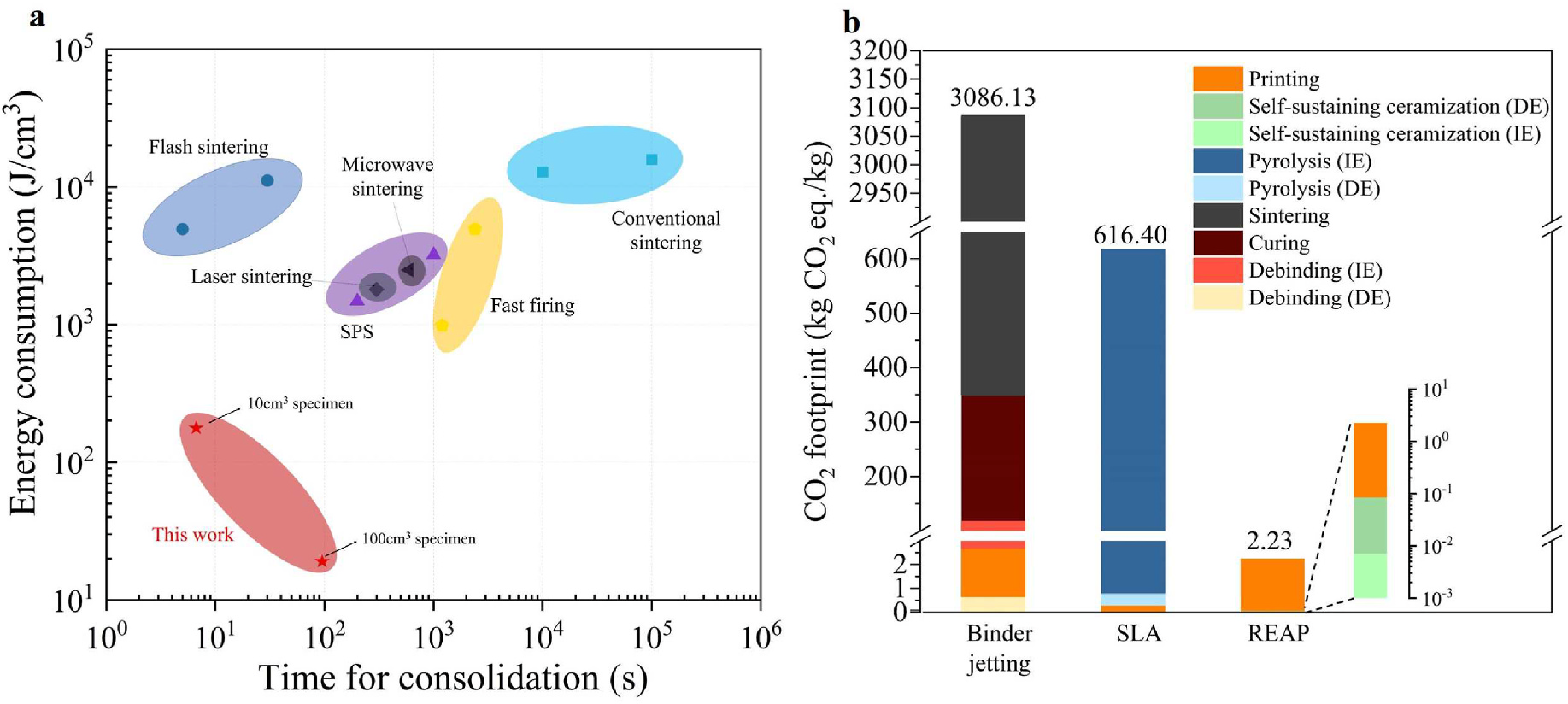
REAP couples photothermal direct ink writing with a self-propagating exothermic reaction. A 10-second ignition releases a 2,000 °C front that consolidates a complex preform at ~100× lower energy and three orders of magnitude lower CO2 than conventional sintering.
- Reactive AM
- Self-propagating high-T synthesis
- Polymer-derived ceramics
- COMSOL
- LCA
- Energy
- ~100× less
- CO2
- 2.23 kg/kg ceramic
- Consolidation
- ~5 s
- Yield strength
- 180 MPa
J. Cleaner Production 452, 142122 · 2024 Published · Patent Pending
Why it matters
Global ceramic production consumes >182 TWh/year, with high-temperature firing accounting for ~75% of energy cost. Industrial heating drives roughly half of US greenhouse-gas emissions. Conventional kilns hold parts at >1,000 °C for hours to days; binder jetting and SLA still need lengthy post-sintering.
Meanwhile, demand keeps rising for geometrically complex ceramics — gyroid heat exchangers, refractory lattices, hypersonics components — that pressureless sintering cannot produce. The sector needs a process that breaks the energy–geometry trade-off and decarbonizes a hard-to-abate industry at the same time.
How it works
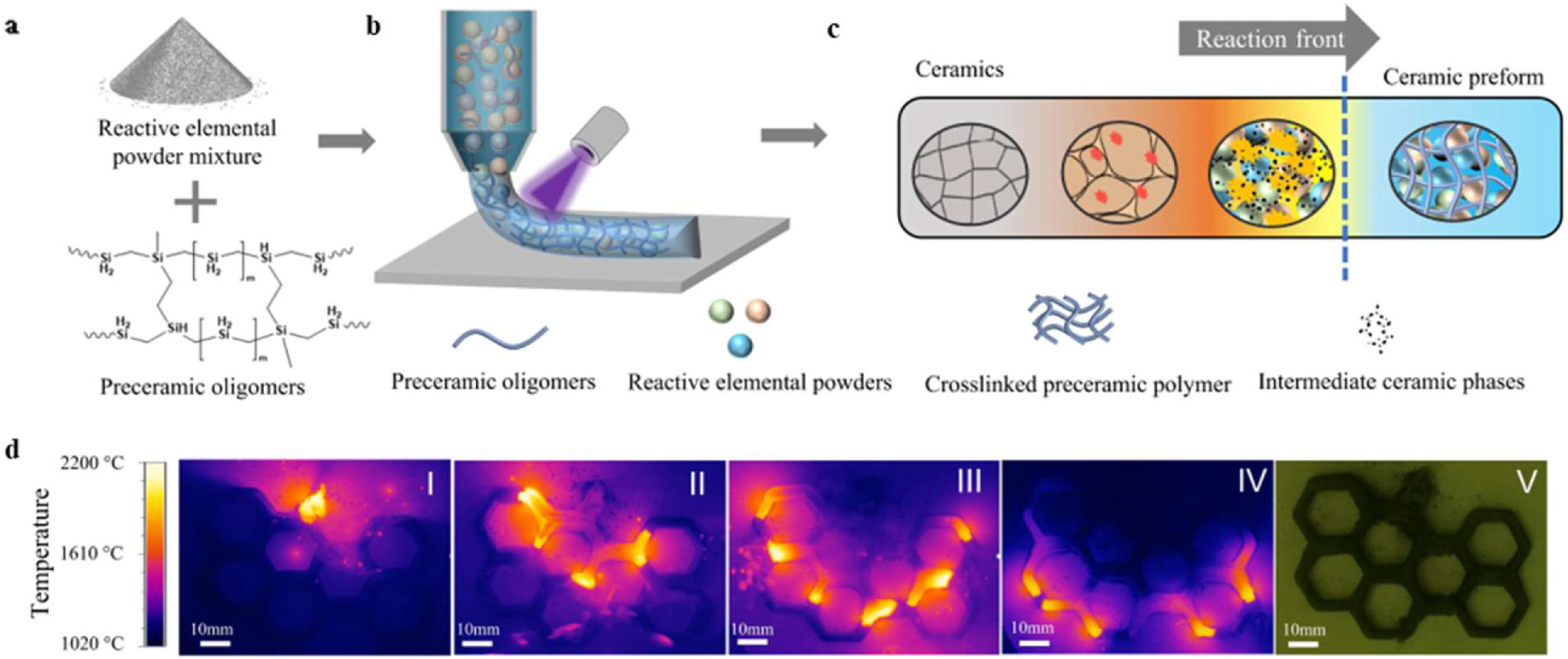
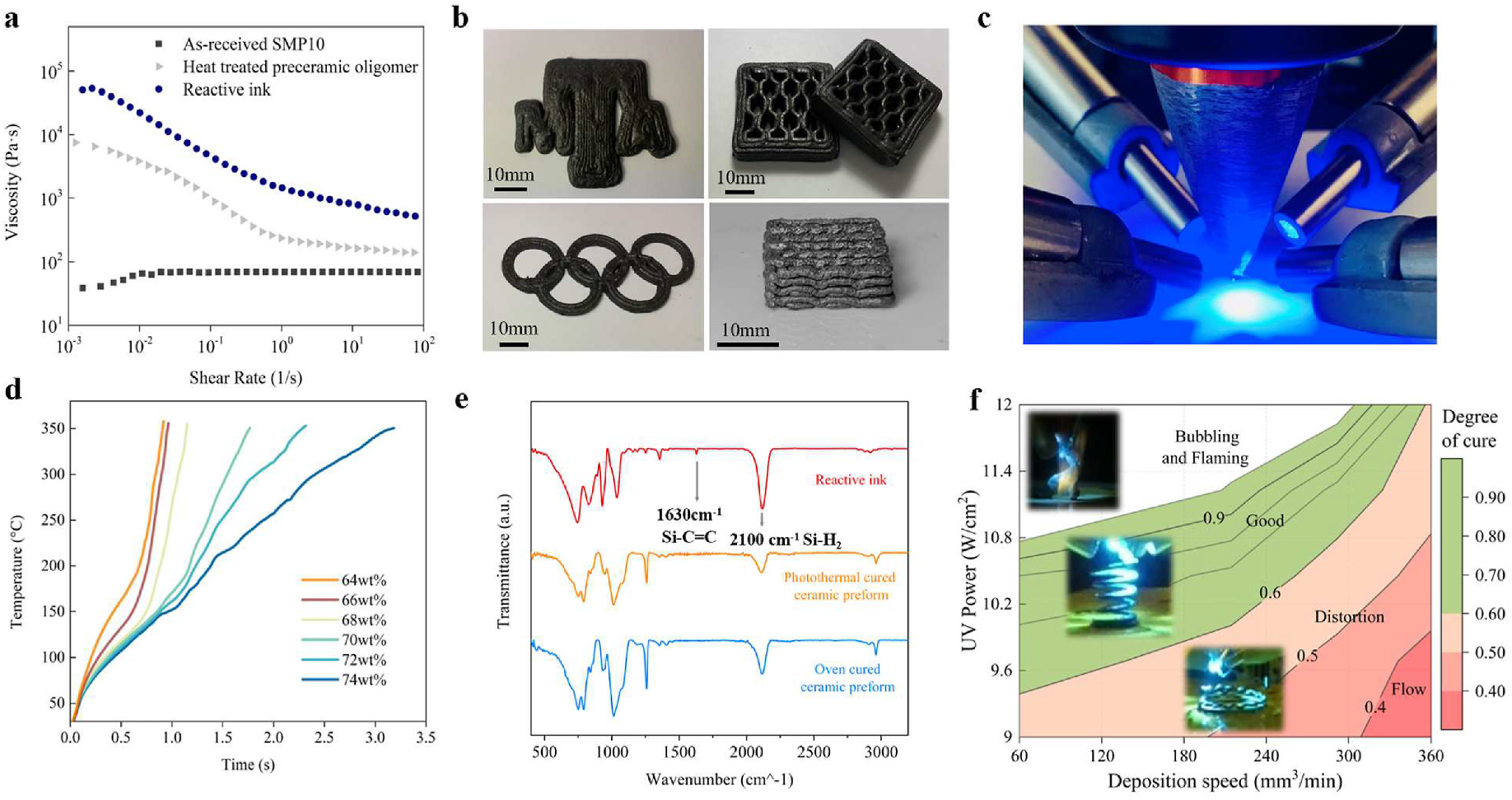
- Step 1 — Photothermal printing. A reactive ink (Ti:Si:C 3:1:2 with
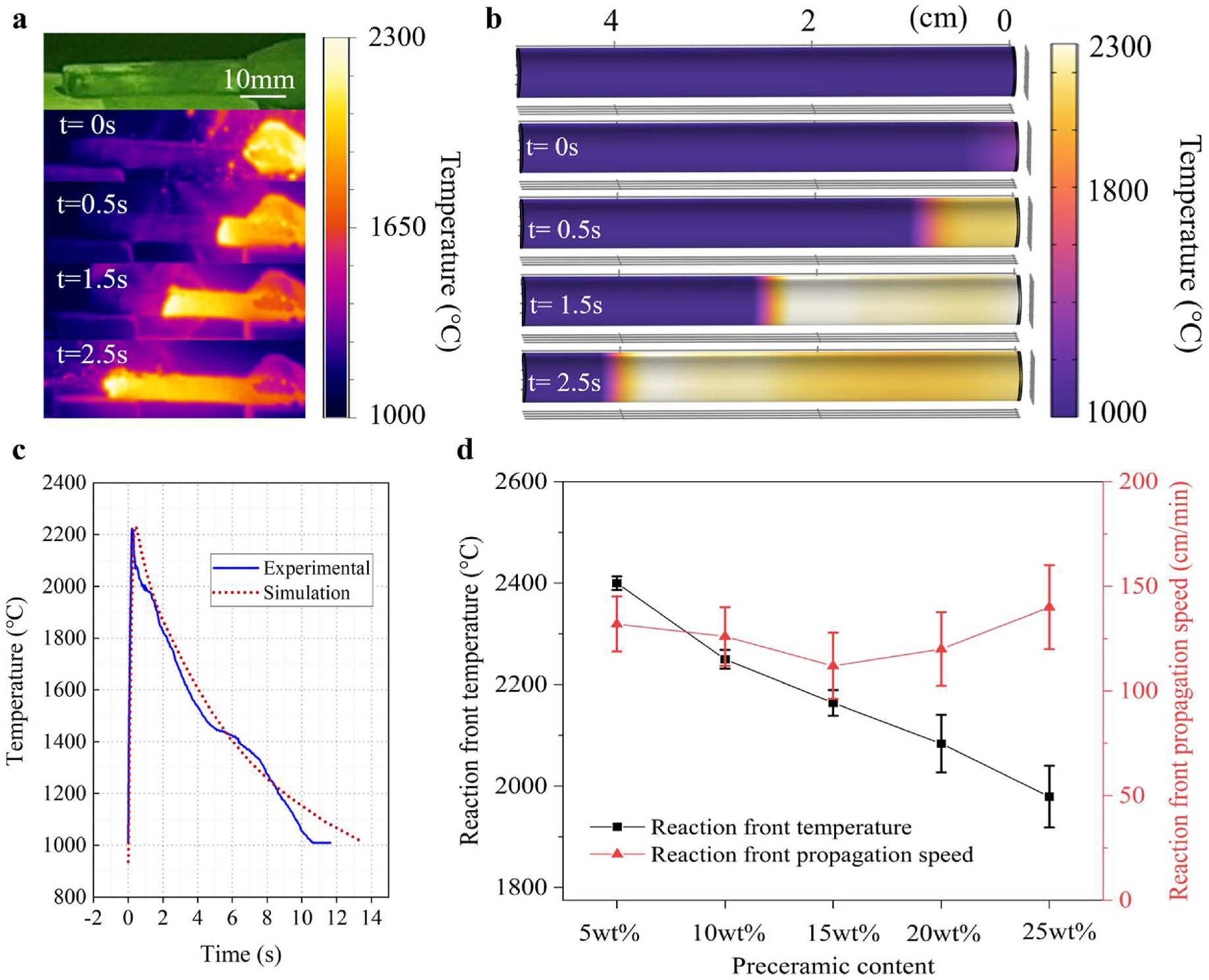
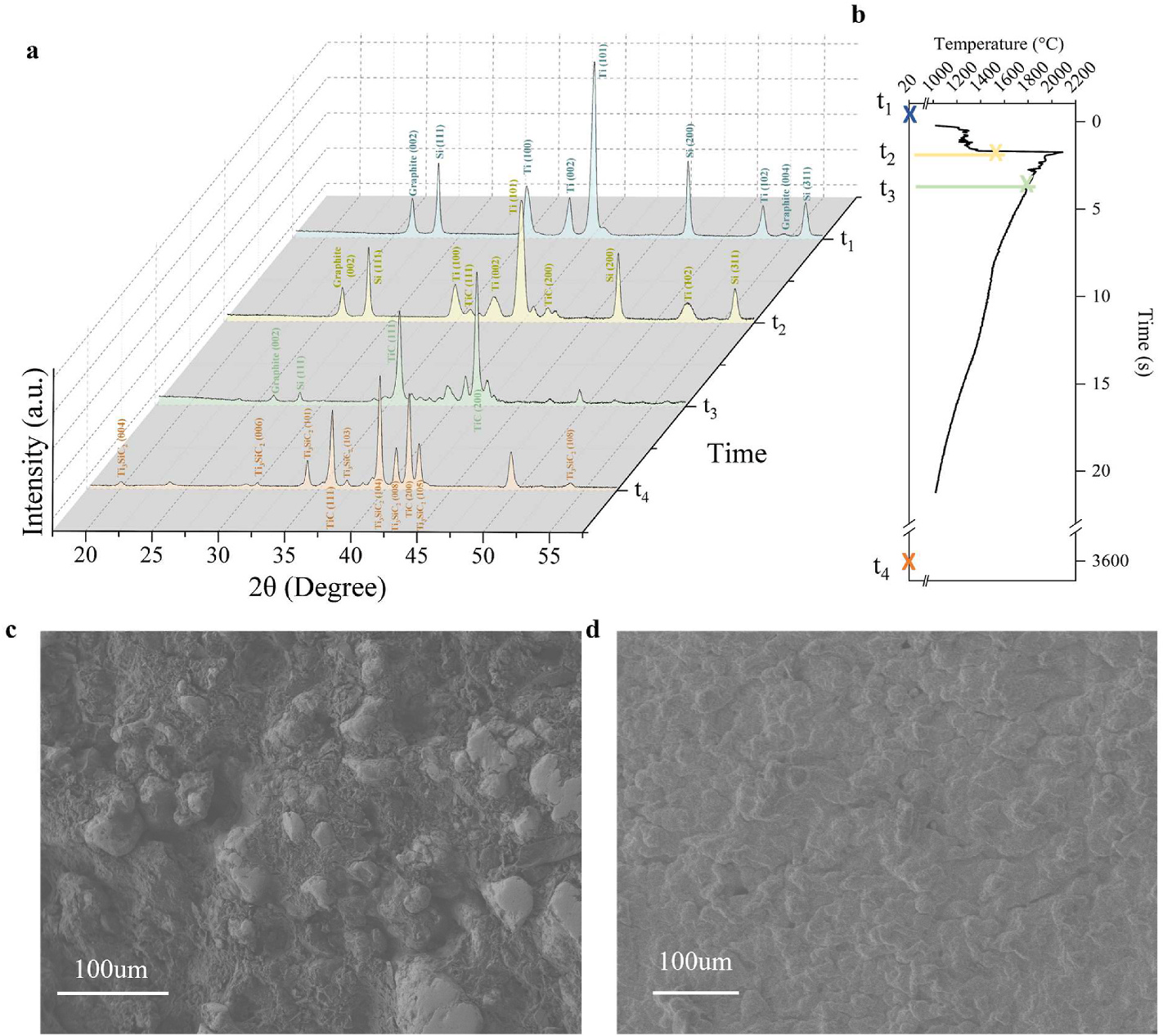
SMP10polycarbosilane) extrudes through a 1 mm nozzle with co-located UV at9.6–11.4 W/cm²for in-situ cure — no photoinitiator, tolerates heavy opaque loading. - Step 2 — Self-sustaining ceramization. A 192 W tungsten basket ignites one spot for ~10 s. Ti + C → TiC and 3Ti + Si + 2C → Ti3SiC2 release a
2,000 °Cfront that self-propagates at ~130 cm/min with no further external energy. - Energy decoupling. Because the heat source is intrinsic, external draw is decoupled from part size — per-cm³ energy falls as parts grow (192 J/cm³ at 10 cm³ → 19.2 J/cm³ at 100 cm³).
- Characterization. Time-resolved XRD + Rietveld for phase evolution; SEM microstructure; ASTM C1161 strength + C1421 fracture toughness; DSC + FTIR; COMSOL thermal sim (MAPE 2.6% vs. experiment).
- Lifecycle analysis. End-to-end CO2-eq footprint benchmarked against binder jetting and SLA equivalents.
What we found
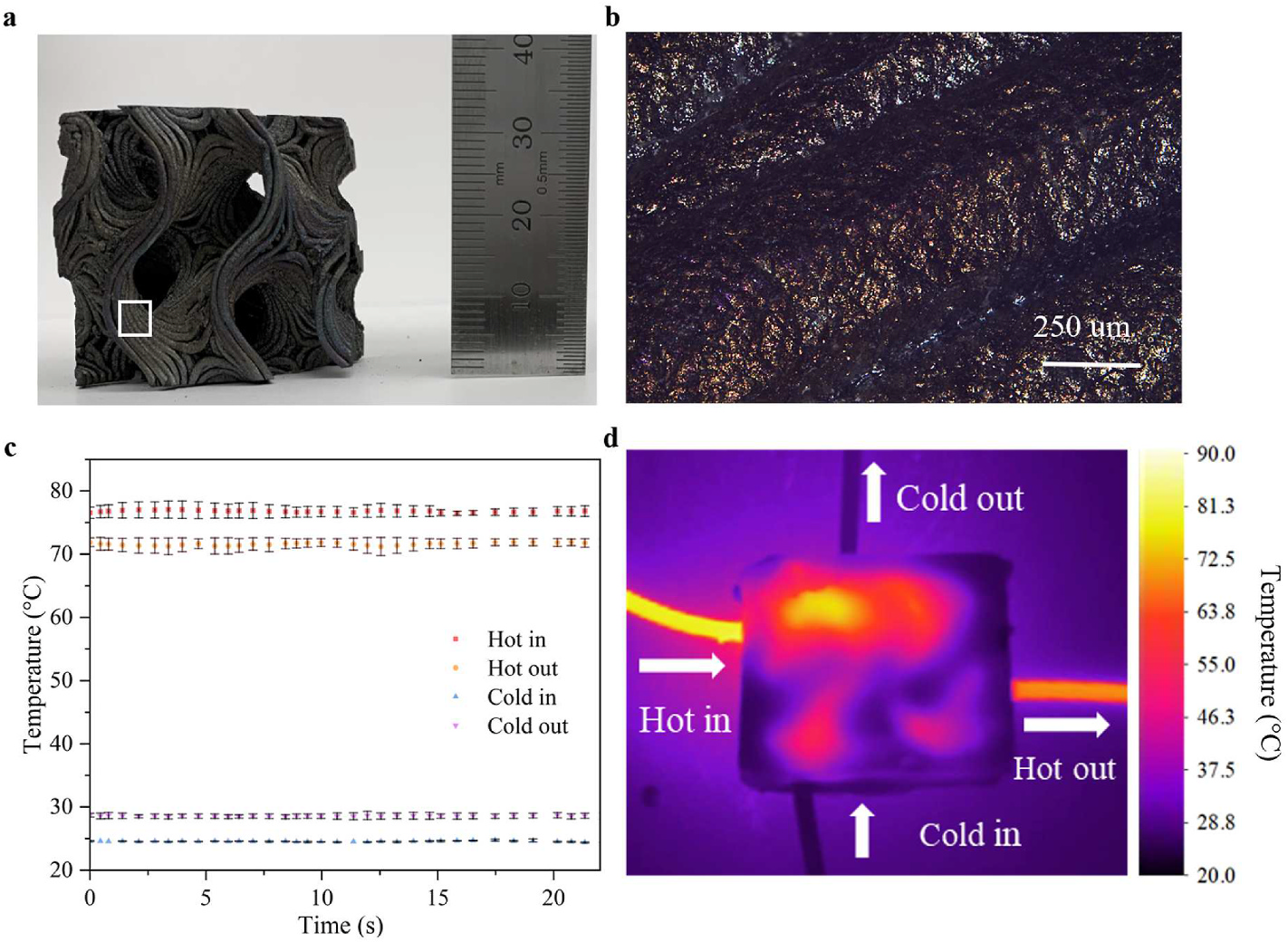
So what. Decarbonizes a hard-to-abate sector while unlocking gyroid lattice heat exchangers, hypersonic refractories, and MAX-phase components that traditional ceramic processing cannot produce — with seconds-scale throughput and an efficiency advantage that grows with part size.
Paper & resources
Journal article
J. Cleaner Production 452, 142122 (2024)
DOI
10.1016/j.jclepro.2024.142122
Patent
Pending
Author
Prashant Dhakal
BibTeX · JCP 2024
@article{liu2024reap,
title = {Energy-efficient rapid additive manufacturing of complex geometry ceramics},
author = {Liu, Ruochen and Hou, Aolin and Dhakal, Prashant and Gao, Chongjie and Qiu, Jingjing and Wang, Shiren},
journal = {Journal of Cleaner Production}, volume = {452}, pages = {142122},
year = {2024}, doi = {10.1016/j.jclepro.2024.142122}
}
- Skills
- Reactive AM (REAP)
- Self-propagating high-T synthesis
- Polymer-derived ceramics
- Photothermal UV curing
- Direct ink writing
- Rheology design
- Gyroid / lattice design
- Lifecycle CO2 assessment
- COMSOL Multiphysics
- XRD / Rietveld
- ASTM C1161 / C1421
- DSC / FTIR